| wdt_ID | Wavelength (nm) | Output Power (W) | Number of laser bars | Operation Mode | Cooling | Collimation | Comments | Datasheet |
|---|---|---|---|---|---|---|---|---|
| 1 | 640-2,900 | up to 250 W / laser bar | 3 | CW | active | FAC / SAC / BT | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB03 |
| 2 | 640-2,900 | up to 500 W / laser bar | 3 | QCW | active | FAC | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB03 |
| 3 | 640-2,900 | up to 250 W / laser bar | 4 | CW | active | FAC / SAC / BT | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB04 |
| 4 | 640-2,900 | up to 500 W / laser bar | 4 | QCW | active | FAC / SAC / BT | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB04 |
| 5 | 640-2,900 | up to 250 W / laser bar | 10 | CW | active | FAC / SAC / BT | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB10 |
| 6 | 640-2,900 | up to 500 W / laser bar | 10 | QCW | active | FAC | · real macro-channels with 0.9-1.1mm ⌀ · wavelenght looking upon request | LB10 |







Horizontal Diode Laser Stacks, Diode Lasers components, Products
Horizontal Diode Laser Arrays
Horizontal Diode Laser Arrays – Conducticon or water- cooled linear diode laser arrays operating in CW or QCW mode. Wavelength range starts at 640 nm up to 2200 nm. The stacks are mounted using a patented Solder-free Clamping™ own Technology that eliminates “smile effect”, enhances efficient cooling and extends laser useful life-time. Our patented Clamping™ technology is unique of its kind and is exclusively used in Monocrom diode laser packages.
The number of assembled stacks can be set according to clients’ needs. The stacks can be connected separately or in a series for individual or set control.
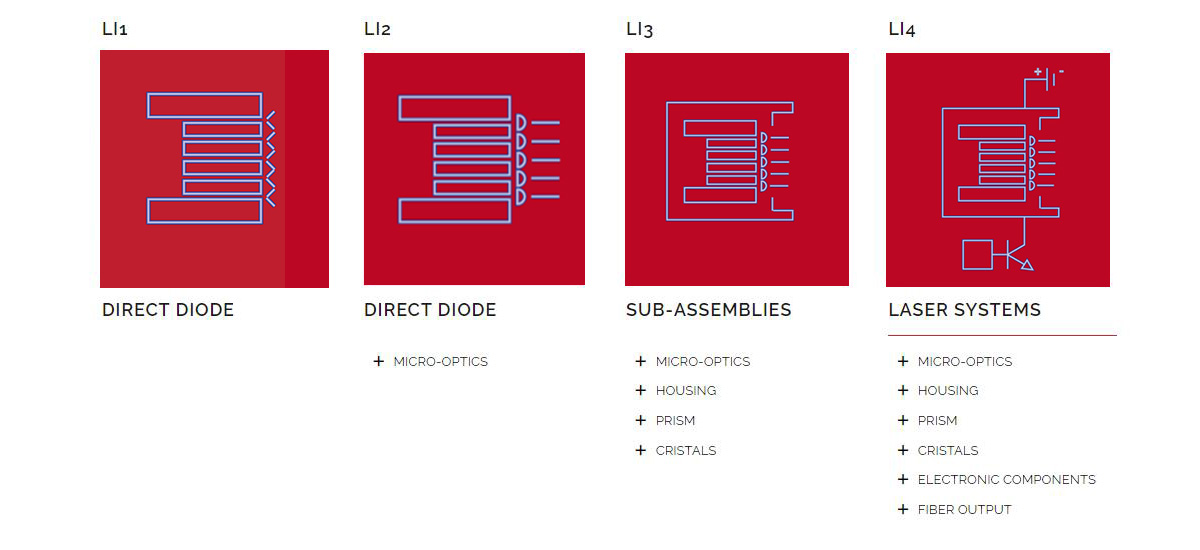
🔴 Possible levels of integration for this product are marked in red